Соединением внахлест сваривают металл толщиной до 20 мм. Такое соединение используют вместо стыкового, когда ставится заплата небольшой площади или затруднена подгонка листов, например при сварке под водой. Работоспособность такого соединения ниже, чем стыкового, вследствие дополнительного момента изгиба. Соединения внахлест применяют при установке подкрепляющих дублирующих листов, толщина которых не меньше, чем основных, под механизмы и приборы, при облицовке емкостей и других элементов аппаратов коррозионностойким металлом. В этих случаях выполняют шов по периметру листа, а также швы прорезные или электрозаклепками для закрепления по всей поверхности.
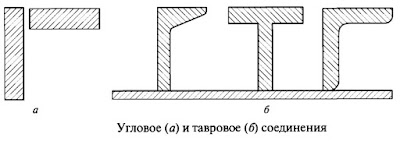
Угловое соединение выполняют, когда необходимо сформировать объемную конструкцию типа котла, ящика, резервуара, балки большого сечения и т.д. При этом угол между деталями, которые соединяются, может быть прямым, тупым или острым. В случае необходимости провара на всю толщину выполняют разделку, как при стыковых соединениях.
Тавровое соединение используют для подкрепления ребрами жесткости плоских листовых полотнищ и придания им устойчивости (секции, которые формируют корпус судна, прямостенные резервуары и т.п.). Ребра жесткости в виде уголка или тавра должны устанавливаться на лист только стенкой и привариваться к нему односторонним сплошным швом или двусторонним прерывистым, выполненным цепочкой или в шахматном порядке.
В качестве ребер жесткости не рекомендуется использовать такие профили, как двутавр, швеллер или уголок, приваренный полкой. Это увеличивает объем сварочных работ, ведет к утяжелению конструкции и развитию коррозионных процессов под полкой профиля.
При сварке угловых швов регламентируются допустимые вогнутость и выпуклость швов, ГОСТ 5264-80, ГОСТ 8713-79 и ГОСТ 14771-76 ограничивают вогнутость шва 30 % катета шва К, но не более 3 мм, выпуклость шва допускается такая же при условии, что она не уменьшает расчетной длины катета. По ГОСТ 16098-80, при сварке в нижнем положении вогнутость в зависимости от катета шва К не должна превышать 1,5 мм при К 10 мм. Если сварка выполняется в других пространственных положениях, допускается увеличение вогнутости на 1 мм.
Высота катетов углового шва в соответствии с ГОСТ 5264-80 и ГОСТ 8713-79 определяется на стадии проектирования сварной конструкции, но должна быть не больше 3 мм для деталей толщиной до 3 мм и не больше 1,2 толщины более тонкой детали при сварке металла толщиной более 3 мм. Предельные отклонения размеров каждого из катетов углового шва от номинального значения должны быть 1 мм при К 6 мм.
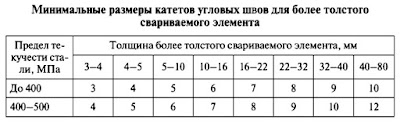
Минимальные размеры катетов угловых швов согласно ГОСТ 5264-80 и 8713-79, ГОСТ 11969-93 устанавливает основные пространственные положения сварки (нижнее, вертикальное, горизонтальное, потолочное и наклонное) и их обозначения для сварных швов, которые выполняются сваркой плавлением в один или несколько слоев.
Тавровое соединение используют для подкрепления ребрами жесткости плоских листовых полотнищ и придания им устойчивости (секции, которые формируют корпус судна, прямостенные резервуары и т.п.). Ребра жесткости в виде уголка или тавра должны устанавливаться на лист только стенкой и привариваться к нему односторонним сплошным швом или двусторонним прерывистым, выполненным цепочкой или в шахматном порядке.
В качестве ребер жесткости не рекомендуется использовать такие профили, как двутавр, швеллер или уголок, приваренный полкой. Это увеличивает объем сварочных работ, ведет к утяжелению конструкции и развитию коррозионных процессов под полкой профиля.
При сварке угловых швов регламентируются допустимые вогнутость и выпуклость швов, ГОСТ 5264-80, ГОСТ 8713-79 и ГОСТ 14771-76 ограничивают вогнутость шва 30 % катета шва К, но не более 3 мм, выпуклость шва допускается такая же при условии, что она не уменьшает расчетной длины катета. По ГОСТ 16098-80, при сварке в нижнем положении вогнутость в зависимости от катета шва К не должна превышать 1,5 мм при К 10 мм. Если сварка выполняется в других пространственных положениях, допускается увеличение вогнутости на 1 мм.
Высота катетов углового шва в соответствии с ГОСТ 5264-80 и ГОСТ 8713-79 определяется на стадии проектирования сварной конструкции, но должна быть не больше 3 мм для деталей толщиной до 3 мм и не больше 1,2 толщины более тонкой детали при сварке металла толщиной более 3 мм. Предельные отклонения размеров каждого из катетов углового шва от номинального значения должны быть 1 мм при К 6 мм.
Минимальные размеры катетов угловых швов согласно ГОСТ 5264-80 и 8713-79, ГОСТ 11969-93 устанавливает основные пространственные положения сварки (нижнее, вертикальное, горизонтальное, потолочное и наклонное) и их обозначения для сварных швов, которые выполняются сваркой плавлением в один или несколько слоев.